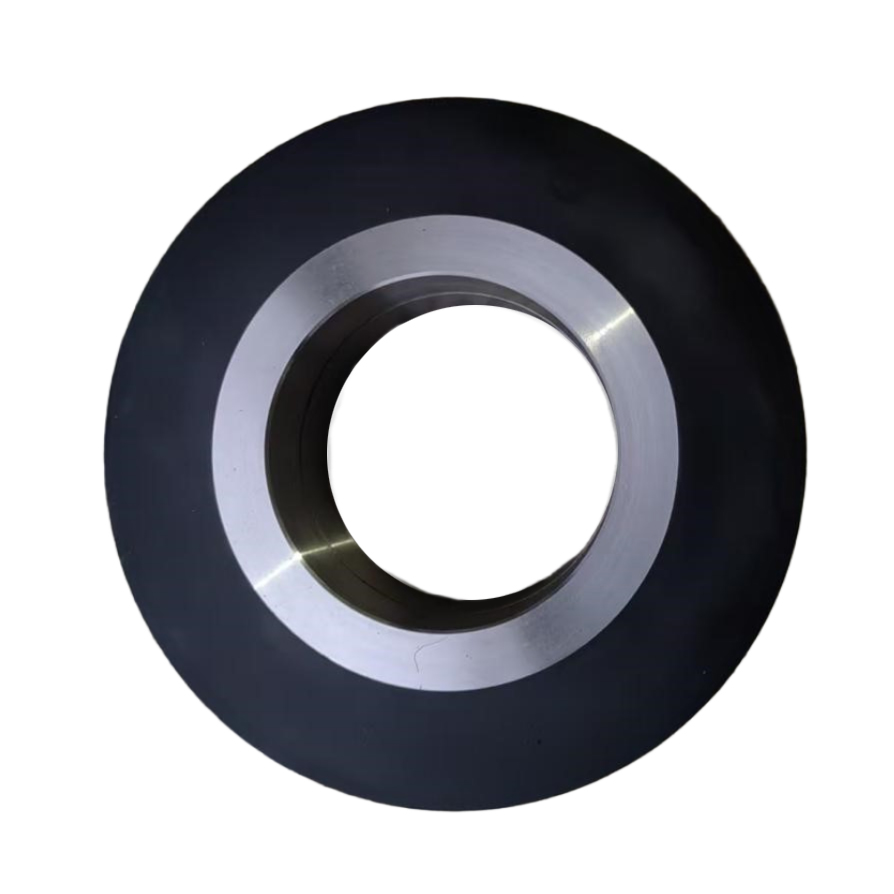
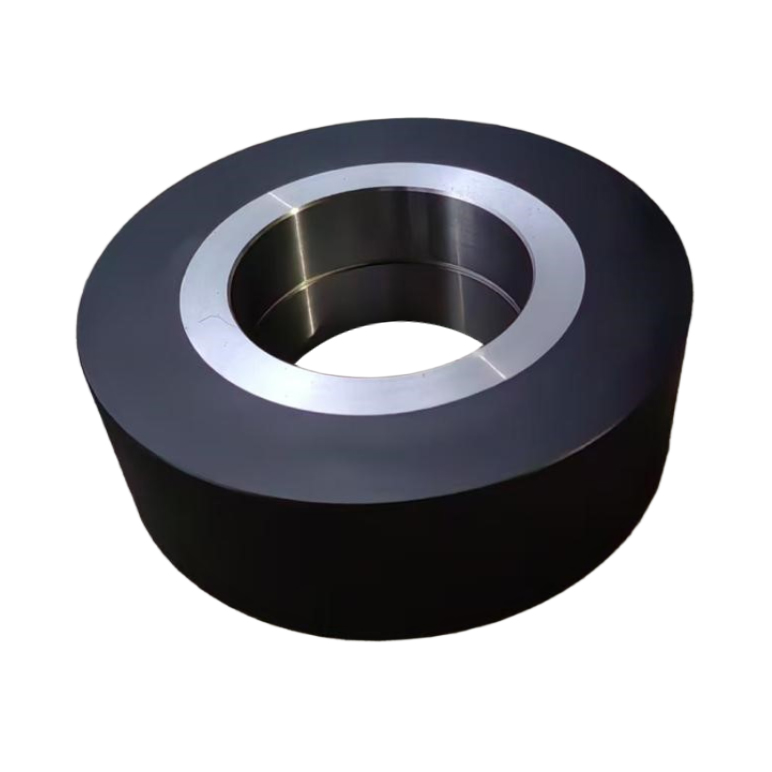
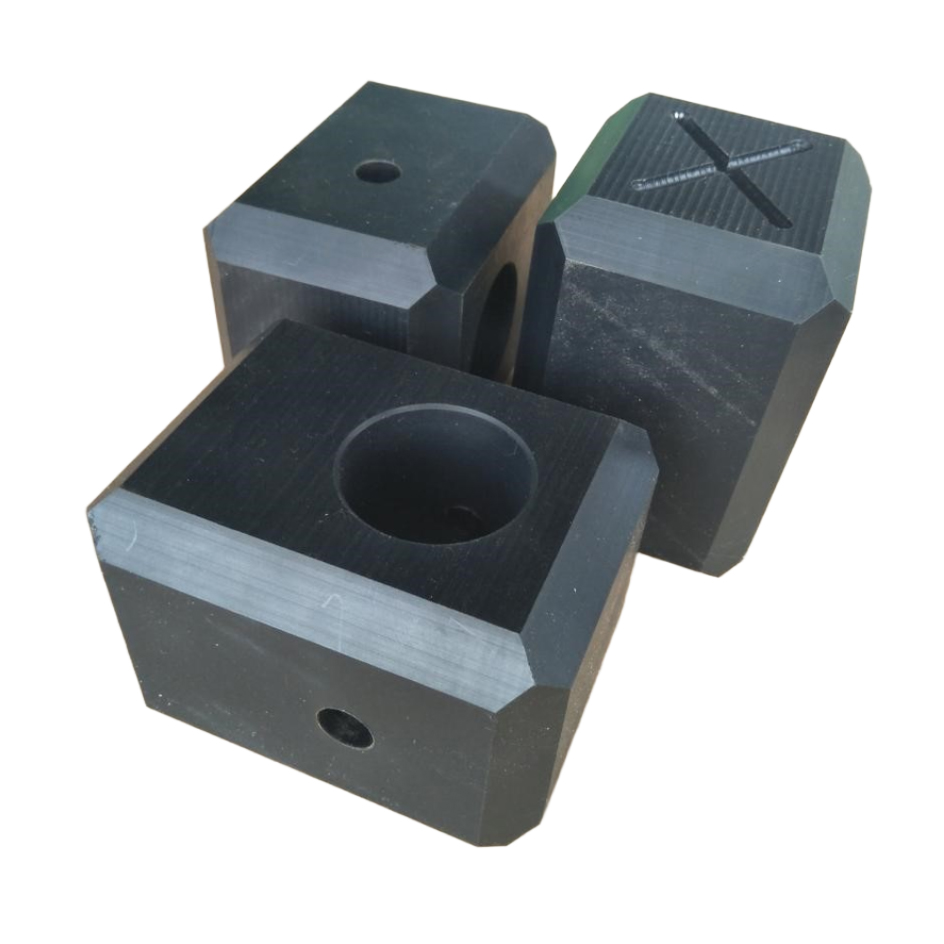
MC Nylon Cast-on Steel Core Wheel are produced by in-situ casting of premium MC Nylon 6 directly onto a pre-treated 45# steel core. This is not glued or bonded — it is a true molecular-level integration with thermal vulcanization bonding strength ≥8 MPa. The result: zero delamination risk, even under 500–5000 kg heavy loads, harsh oil/iron-chip environments, or wide temperature swings.
Why procurement and project teams choose us every time:
• 30–40% lower energy consumption than CPU polyurethane wheels (rolling resistance only 0.010–0.015 vs PU’s 0.022–0.030) → your AGV/AMR fleet gains +30% runtime on the same battery charge.
• 71% higher static load & 100% higher dynamic load than same-size PU wheels (4800 N static / 2400 N dynamic for Φ150×50 mm benchmark) → no crushing, no flat spots, no premature failure under heavy racks or 10-ton+ loads.
• 2–5× longer service life (12,000–15,000 hrs on clean floors; 8,000–12,000 hrs in oily/iron-chip workshops) → fewer replacements, lower spare-part inventory, and dramatically reduced maintenance labor.
Perfect for your most demanding applications
• From driven/idler wheels in AGV/AMR systems (our core strength — 90%+ of all idler wheel demand)
• Warehouse automation, conveyor lines, stacker cranes, RGV, heavy-duty material handling
• Harsh environments: machining shops with iron chips/oil, chemical plants, cold-chain (-40°C), or high-temp welding lines (up to 120°C continuous)
• Marine & outdoor equipment (lifeboat release wheels, guide rollers)
We already supply OEMs in Germany and the USA with stable, ISO-certified batches. Drawing accepted, small MOQ supported, lead time 10–15 days for standard or custom wheels.
In-situ Casting Process – Why It Matters to You
1. Steel core is shot-blasted and chemically activated.
2. Molten MC Nylon 6 (our own casting formulation) is poured directly around the core in a precision mold.
3. Controlled polymerization at 160–180°C creates a seamless, one-piece nylon layer (standard thickness 8–12 mm for Φ150–250 mm wheels).
4. Final CNC machining ensures ≤0.1 mm runout and perfect bearing fit.
No delamination, no air bubbles, no weak glue lines — just rock-solid performance you can trust for years.
Ready to slash your wheel-related costs?
Upload your drawing or tell us: wheel diameter × width, load (static/dynamic), speed, environment (oil/iron chips/temp), and quantity.
We will return a technical proposal + firm quote within 24 hours, including exact load capacity calculation, energy-saving projection, and ROI analysis.
Key Specs at a Glance (Benchmark Φ150×50 mm wheel)
• Hardness: Shore D80±2
• Max continuous speed: 8 km/h (283 rpm)
• Temperature range: -40°C to +120°C
• Noise reduction: 15–20 dB vs metal wheels
• Annual capacity: part of our 1000-ton MC Nylon casting output
• Max size we can cast: Ø2000 mm outer diameter
Contact us today — whether you need 10 pcs for prototype testing or 5000 pcs/month for production lines, we are ready to help you win more projects and keep your equipment running longer, quieter,。





 Home
Home